English
English 中文简体
中文简体 русский
русский عربى
عربى
Contenido
- 1 PA 6 vs PA 12: la diferencia principal de un vistazo
- 2 Estructura molecular y densidad del grupo amida.
- 3 Comparación de propiedades clave: PA 6 frente a PA 12
- 4 Absorción de humedad y estabilidad dimensional
- 5 PA 6 reforzada con fibra de vidrio: lo que aportan los materiales PA6 GF
- 6 Resistencia química: dónde supera la PA 12
- 7 Diferencias de procesamiento entre PA 6 y PA 12
- 8 Rendimiento térmico y envejecimiento por calor a largo plazo
- 9 Aplicaciones típicas: dónde se utiliza cada material
- 10 Consideraciones de costos: Realidad económica de PA 6 vs PA 12
- 11 PA 6, PA6 GF y PA 12 en Fabricación Aditiva
- 12 Sostenibilidad y Reciclabilidad
- 13 Cómo elegir entre PA 6, PA6 GF y PA 12
PA 6 vs PA 12: la diferencia principal de un vistazo
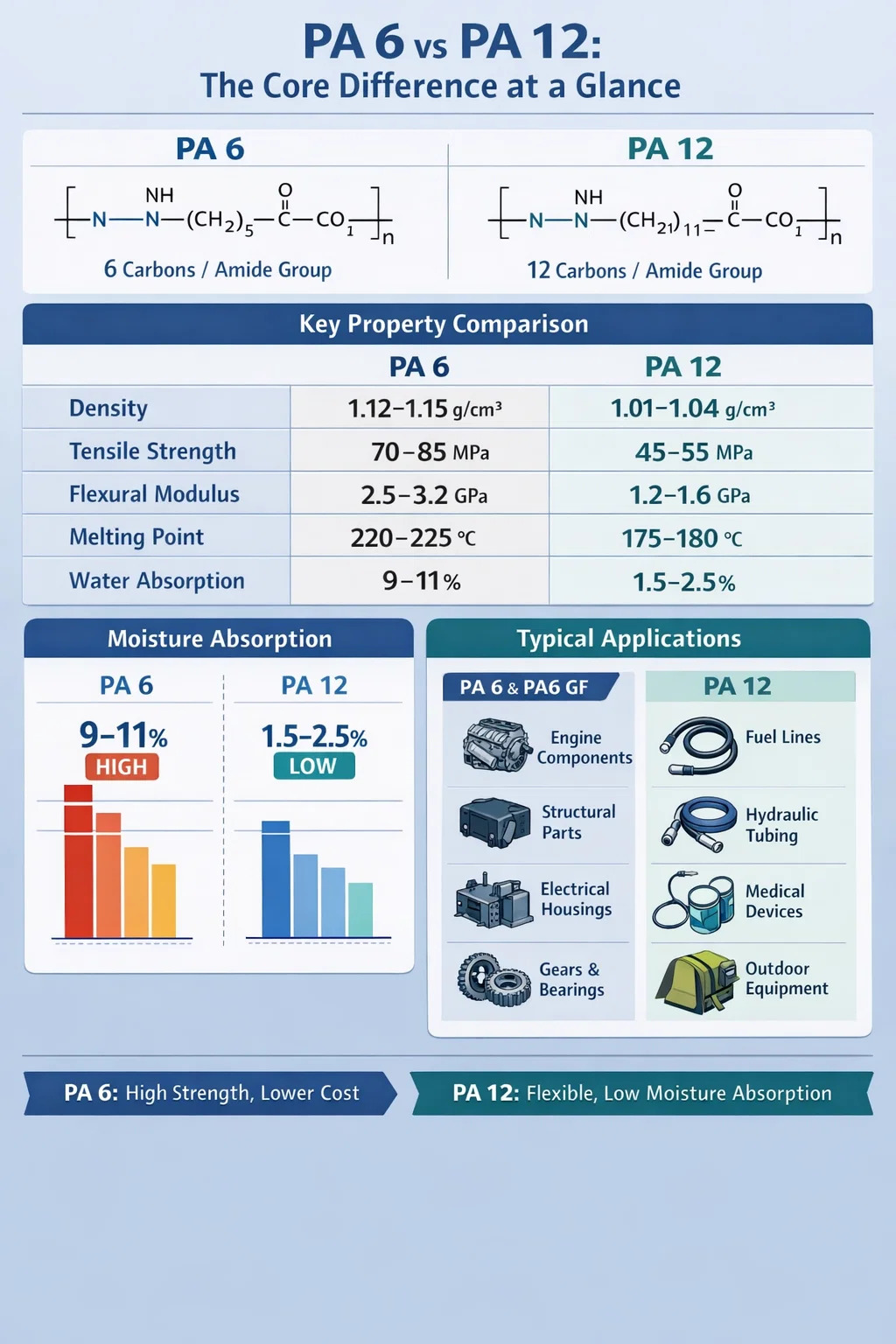
PA 6 (Poliamida 6, también conocida como Nylon 6) y PA 12 (Poliamida 12, también conocida como Nylon 12) son termoplásticos de ingeniería de la familia de las poliamidas, pero difieren significativamente en estructura molecular, absorción de humedad, resistencia química, propiedades mecánicas y comportamiento de procesamiento. El número en sus nombres se refiere al número de átomos de carbono en la cadena del monómero: la PA 6 está hecha de caprolactama (6 carbonos), mientras que la PA 12 se deriva de laurolactama (12 carbonos). Esta diferencia estructural aparentemente simple crea comportamientos materiales dramáticamente diferentes en aplicaciones del mundo real.
En resumen: PA 6 ofrece mayor rigidez, mejor resistencia mecánica y menor costo, lo que lo hace ideal para componentes estructurales y de carga. PA 12 destaca por su estabilidad dimensional, baja absorción de humedad y flexibilidad, lo que lo convierte en la opción preferida para tuberías, líneas de combustible y aplicaciones en exteriores donde la resistencia a la humedad es fundamental. Cuando se agrega refuerzo de fibra de vidrio, se forma Materiales PA6 GF — La brecha de rendimiento con respecto al PA 12 en rigidez se amplía aún más a favor del PA 6.
Estructura molecular y densidad del grupo amida.
La diferencia fundamental entre PA 6 y PA 12 radica en la frecuencia con la que aparecen grupos amida (-CO-NH-) a lo largo de la cadena principal del polímero. En PA 6, se produce un enlace amida cada 6 átomos de carbono. En PA 12, el espacio se extiende a 12 átomos de carbono entre cada enlace amida.
Los grupos amida son hidrófilos: atraen y unen moléculas de agua mediante enlaces de hidrógeno. Esto significa que la PA 6, con su mayor densidad de grupos amida, absorbe significativamente más humedad que la PA 12. La PA 6 puede absorber hasta un 9-11% de humedad cuando está saturada en agua, mientras que la PA 12 absorbe sólo alrededor de un 1,5-2,5%. Esta no es una diferencia menor: influye directamente en la estabilidad dimensional, el rendimiento mecánico y las propiedades eléctricas durante la vida útil del producto.
La cadena alifática más larga en PA 12 también contribuye a una mayor movilidad de la cadena y una temperatura de transición vítrea más baja. PA 12 sigue siendo flexible incluso a temperaturas tan bajas como -40 °C, por lo que se utiliza ampliamente en líneas de combustible y frenos de automóviles en aplicaciones de clima frío.
Comparación de propiedades clave: PA 6 frente a PA 12
La siguiente tabla proporciona una comparación técnica de las propiedades de los materiales más importantes para los ingenieros de diseño que seleccionan entre estas dos poliamidas.
| Propiedad | PA 6 | PA 12 |
|---|---|---|
| Densidad (g/cm³) | 1,12–1,15 | 1,01–1,04 |
| Resistencia a la tracción (MPa) | 70–85 | 45–55 |
| Módulo de flexión (GPa) | 2,5–3,2 | 1,2–1,6 |
| Punto de fusión (°C) | 220–225 | 175–180 |
| Absorción de agua (saturación, %) | 9-11 | 1,5–2,5 |
| Flexibilidad a baja temperatura | moderado | Excelente (hasta -40°C) |
| Resistencia química | bueno | Excelente |
| Resistencia a los rayos UV | moderado | bueno |
| Costo relativo del material | Bajo | Alto (2–3× PA 6) |
| Procesabilidad | Excelente | bueno |
Absorción de humedad y estabilidad dimensional
La absorción de humedad es uno de los factores más críticos que diferencian la PA 6 de la PA 12 en la ingeniería práctica. Las piezas de PA 6 pueden cambiar sus dimensiones hasta 1,5–2,0% de longitud ya que absorben la humedad atmosférica con el tiempo después del moldeo. Esto hace que los componentes de precisión fabricados con PA 6 sin reforzar sean difíciles de usar en ensamblajes de tolerancia estricta, a menos que se tenga en cuenta el acondicionamiento en el diseño o se utilice refuerzo de fibra de vidrio para suprimir el cambio dimensional.
Por el contrario, PA 12 muestra cambios dimensionales inferiores al 0,5% en las mismas condiciones. Esto lo hace mucho más predecible en servicio y es una de las principales razones por las que los diseñadores eligen PA 12 para conectores hidráulicos, accesorios de precisión y tuberías de pequeño diámetro donde el ajuste y la función deben permanecer consistentes en ambientes de humedad cambiante.
La humedad también afecta las propiedades mecánicas. Una pieza de PA 6 probada en seco como moldeada podría mostrar una resistencia a la tracción de 80 MPa, pero después de acondicionarla hasta un contenido de humedad de equilibrio al 50% de humedad relativa, esta puede caer a alrededor de 55 a 60 MPa. Esta es una compensación conocida que debe tenerse en cuenta al especificar PA 6 para aplicaciones estructurales. PA 12 muestra mucha menos variación: sus propiedades mecánicas condicionadas permanecen cercanas a sus valores secos, lo que simplifica la especificación del material para los diseñadores.
PA 6 reforzada con fibra de vidrio: lo que aportan los materiales PA6 GF
Cuando se agrega fibra de vidrio a PA 6, el material PA6 GF resultante (comúnmente disponible como PA6 GF15, PA6 GF30, PA6 GF50, etc., donde el número indica el contenido de fibra de vidrio por porcentaje en peso) sufre una transformación dramática en rigidez y resistencia. Esta es una de las estrategias de refuerzo más utilizadas en plásticos de ingeniería.
Cómo la fibra de vidrio cambia el rendimiento de PA 6
PA6 GF30 (PA 6 reforzada con un 30% de fibra de vidrio) es el grado especificado más comúnmente. Ofrece:
- Resistencia a la tracción de 170-190 MPa , más del doble que el PA 6 no reforzado
- Módulo de flexión de 8-10 GPa , en comparación con 2,5–3,2 GPa para PA 6 puro
- Absorción de humedad reducida: la fibra de vidrio en sí no absorbe agua, por lo que la absorción efectiva de humedad en el compuesto es significativamente menor que en el PA 6 puro.
- Estabilidad dimensional mejorada: se reducen la deformación y la contracción post-molde, aunque la contracción anisotrópica se convierte en una nueva consideración debido a la orientación de la fibra.
- La temperatura de deflexión del calor aumenta a aproximadamente 200–210°C (frente a ~185 °C para PA 6 puro con una carga de 1,8 MPa)
Los materiales PA6 GF se utilizan ampliamente en colectores de admisión de automóviles, cubiertas de motores, soportes estructurales, carcasas eléctricas y componentes de bombas industriales. La combinación de alta rigidez, buena resistencia al calor y costo de materia prima relativamente bajo hace que PA6 GF30 sea uno de los compuestos de ingeniería más rentables del mercado.
PA6 GF vs PA 12: una comparación directa
Al comparar los materiales PA6 GF con PA 12 no reforzado, la elección se vuelve más matizada. PA6 GF30 superará significativamente a PA 12 en rigidez y resistencia al calor, pero PA 12 aún ganará en flexibilidad, resistencia química a combustibles y fluidos hidráulicos y dureza a bajas temperaturas. Si la aplicación exige una pieza estructural rígida que funcione a temperaturas elevadas, PA6 GF es el claro ganador. Si la pieza es una tubería de combustible flexible o un conector expuesto al líquido de frenos y a temperaturas invernales de -30°C, PA 12 sigue siendo la elección correcta.
Resistencia química: dónde supera la PA 12
La PA 12 tiene una resistencia superior a una amplia gama de productos químicos en comparación con la PA 6. La menor densidad del grupo amida la hace más resistente a la hidrólisis y al ataque de ácidos, álcalis y disolventes orgánicos. En aplicaciones automotrices, esto se traduce en una mejor resistencia a:
- Combustibles, incluidas mezclas de etanol (E10, E85) y diésel.
- Líquidos hidráulicos y líquidos de frenos (DOT 4 y DOT 5.1)
- Sales para carreteras de cloruro de zinc y cloruro de calcio
- Grasas y aceites lubricantes para automóviles.
La PA 6 funciona adecuadamente en muchos de estos entornos, pero puede mostrar agrietamiento por tensión cuando se expone al cloruro de zinc bajo carga mecánica, un fenómeno conocido como agrietamiento por tensión ambiental (ESC). Históricamente, esto ha sido un problema con los clips y soportes de PA 6 en entornos debajo del capó donde hay salpicaduras de carretera que contienen sales. PA 12 es sustancialmente menos susceptible a este tipo de fallo.
Para aplicaciones farmacéuticas y de contacto con alimentos, PA 12 también ofrece ventajas regulatorias en algunos mercados debido a su menor contenido extraíble y una química superficial más estable en el tiempo.
Diferencias de procesamiento entre PA 6 y PA 12
Ambos materiales son termoplásticos procesados principalmente mediante moldeo por inyección y extrusión, pero sus diferentes puntos de fusión y sensibilidad a la humedad conducen a diferentes requisitos de procesamiento.
Requisitos de secado
Debido a su alta absorción de humedad, la PA 6 es particularmente sensible a la degradación hidrolítica durante el procesamiento si no se seca adecuadamente. Las condiciones de secado recomendadas para PA 6 suelen ser 80°C durante 4 a 8 horas en un secador deshumidificador para lograr un contenido de humedad inferior al 0,2%. Si no se seca adecuadamente la PA 6, se producen marcas de separación, peso molecular reducido y propiedades mecánicas comprometidas en la pieza moldeada. Los materiales PA6 GF tienen los mismos requisitos de secado.
PA 12, con su higroscopicidad mucho menor, requiere un secado menos agresivo, generalmente 80°C durante 2 a 4 horas es suficiente. Esto puede ofrecer una ventaja en la eficiencia del procesamiento en la fabricación de gran volumen.
Temperatura de fusión y temperatura del molde
La PA 6 se procesa a temperaturas de fusión de 240 a 280 °C, mientras que la PA 12 se procesa a temperaturas más bajas de 200 a 240 °C. Esta temperatura de procesamiento más baja para PA 12 puede reducir el consumo de energía y el tiempo del ciclo en algunos casos. Sin embargo, el punto de fusión más bajo del PA 12 también significa que tiene una temperatura de servicio continuo más baja, lo cual es relevante cuando se especifican piezas para ambientes calurosos, como componentes automotrices debajo del capó.
Contracción y deformación
La PA 6 no reforzada se contrae isotrópicamente entre un 1,0% y un 1,5% durante el moldeo. Los materiales PA6 GF muestran una contracción anisotrópica, menor en la dirección del flujo (aproximadamente 0,2 a 0,5 %) y mayor en la dirección transversal (aproximadamente 0,6 a 1,2 %), que debe tenerse en cuenta en el diseño del molde para evitar la deformación. PA 12 muestra una contracción moderada de alrededor del 0,8% al 1,5% y se comporta de manera más predecible en piezas de paredes delgadas debido a su flexibilidad inherente.
Rendimiento térmico y envejecimiento por calor a largo plazo
La PA 6 tiene un punto de fusión más alto (220–225°C) y generalmente un mejor rendimiento térmico que la PA 12 (175–180°C). Cuando están reforzados con fibra de vidrio, los materiales PA6 GF pueden funcionar continuamente a temperaturas de hasta 130–150°C (con paquetes estabilizadores de calor), lo que los hace adecuados para aplicaciones automotrices debajo del capó.
PA 12, con su punto de fusión más bajo, tiene una temperatura de servicio continuo normalmente limitada a entre 100 y 110 °C. Para aplicaciones que requieren una exposición sostenida al calor del motor o temperaturas ambiente elevadas, esto puede ser una limitación descalificante que empuja a los diseñadores hacia materiales PA6 GF o incluso poliamidas de temperatura más alta como PA 46 o PPA.
Se encuentran disponibles grados estabilizados térmicamente de ambos materiales. Los grados PA6 GF30 HS (estabilizados térmicamente) se especifican comúnmente para componentes de motores donde se anticipa una exposición continua a 150 °C, con picos a corto plazo tolerados de hasta 170 °C. Los grados PA 12 estabilizados térmicamente extienden el servicio a alrededor de 120 °C continuos: una mejora, pero aún más baja que PA6 GF en aplicaciones equivalentes.
Aplicaciones típicas: dónde se utiliza cada material
Los diferentes perfiles de propiedades de los materiales PA 6, PA6 GF y PA 12 conducen naturalmente a diferentes dominios de aplicación. El siguiente desglose refleja los patrones de uso del mundo real en las principales industrias.
PA 6 y PA6 GF: áreas de aplicación principales
- Automotriz: Colectores de admisión (PA6 GF30/GF50), cubiertas de motor (PA6 GF30 HS), carcasas de filtros de aire, componentes de cinturones de seguridad, sistemas de pedales, cubiertas de ruedas
- Electricidad y electrónica: Carcasas de disyuntores, bloques de conectores, componentes de aparamenta, bridas para cables, carcasas de motores
- Maquinaria industrial: Engranajes, cojinetes, casquillos, componentes de cintas transportadoras, carcasas de bombas
- Bienes de consumo: Cajas de herramientas eléctricas, componentes de bicicletas, cuadros de equipaje, artículos deportivos
- Textil: Hilados, calcetería y prendas de vestir (fibra PA 6 no reforzada)
PA 12 — Áreas de aplicación primaria
- Tubería automotriz: Líneas de combustible, líneas de frenos, líneas hidráulicas, tuberías de gestión de vapor, líneas de frenos de aire para camiones
- Manejo de fluidos industriales: Tuberías neumáticas, líneas de transferencia de productos químicos, distribución de aire comprimido.
- Dispositivos médicos: Componentes de catéteres, mangos de instrumentos quirúrgicos, carcasas de dispositivos de administración de fármacos
- Impresión 3D (SLS): El polvo PA 12 es el material dominante para la sinterización selectiva por láser debido a su comportamiento de fusión constante y su flexibilidad de posprocesamiento.
- Alta mar y submarino: Tuberías flexibles, revestimientos de cables, componentes umbilicales para infraestructura de petróleo y gas.
- Calzado: Componentes para botas de esquí y piezas de calzado deportivo que requieren flexibilidad a temperaturas bajo cero
Consideraciones de costos: Realidad económica de PA 6 vs PA 12
El coste suele ser un factor decisivo a la hora de elegir el material y en este caso el PA 6 tiene una ventaja sustancial. El PA 12 suele costar entre 2 y 3 veces más por kilogramo que el PA 6 , y esta prima se expande aún más cuando se compara PA6 GF30 con PA 12. La diferencia de precio refleja la economía de la materia prima: la laurolactama (el monómero PA 12) es una sustancia química más compleja y menos producida que la caprolactama (el monómero PA 6), que se fabrica a muy gran escala en todo el mundo.
Para productos de consumo de gran volumen o componentes estructurales de automoción donde el diseño puede acomodar materiales PA 6 o PA6 GF, los ahorros de costos son significativos. Un gran fabricante de equipos originales de automóviles que produzca 500.000 colectores de admisión al año utilizando PA6 GF30 en lugar de un equivalente de PA 12 (si existiera uno con la rigidez adecuada) vería un ahorro de materia prima de millones de dólares al año.
El costo de PA 12 se justifica sólo cuando sus propiedades específicas (resistencia a la humedad, resistencia química, flexibilidad, rendimiento a bajas temperaturas) son realmente requeridas por la aplicación. Sobreespecificar PA 12 cuando los materiales PA 6 o PA6 GF serían suficientes es un costo común pero innecesario en programas de diseño con menos experiencia.
PA 6, PA6 GF y PA 12 en Fabricación Aditiva
En el contexto de la fabricación aditiva, en particular la sinterización selectiva por láser (SLS), PA 12 domina el mercado de la fusión en lecho de polvo. Su punto de fusión más bajo, su rango de fusión estrecho y su comportamiento favorable de resolidificación hacen que sea más fácil de procesar en sistemas SLS sin una degradación excesiva del polvo no utilizado entre preparaciones. El polvo SLS comercial más utilizado a nivel mundial, el EOS PA 2200, es un grado PA 12.
Los materiales PA 6 y PA6 GF se han adaptado con éxito para SLS, y varios proveedores ahora ofrecen mezclas de polvo a base de PA6 reforzadas con perlas de vidrio o fibra de carbono para una mayor rigidez. Sin embargo, el punto de fusión más alto de la PA 6 y su ventana de proceso más estrecha la hacen más exigente en los sistemas SLS y no ha logrado la misma adopción en el mercado que la PA 12 en este proceso.
Para FDM (modelado por deposición fundida), los filamentos PA 6 están disponibles, pero requieren extrusoras de alta temperatura (boquilla por encima de 240 °C) y recintos debido a la propensión del material a absorber humedad y deformarse. PA 12 funciona mejor en entornos FDM al aire libre debido a su menor absorción de humedad y mejor adhesión de capas a temperaturas de procesamiento más bajas.
Sostenibilidad y Reciclabilidad
Tanto PA 6 como PA 12 son termoplásticos y teóricamente son reciclables mediante refundición, aunque sus propiedades mecánicas se degradan con cada ciclo de procesamiento debido a la escisión de la cadena y la reducción del peso molecular. En la práctica, el contenido reciclado postindustrial (PIR) se utiliza más comúnmente en aplicaciones no críticas como bridas para cables, tuberías y carcasas moldeadas por inyección.
PA 6 tiene una ventaja significativa en el reciclaje químico. La caprolactama (el monómero de PA 6) se puede recuperar de los residuos de PA 6 mediante la despolimerización y reutilizarse en la producción de polímeros de calidad virgen. Empresas como DSM (ahora Envalior) y Lanxess han desarrollado procesos comerciales para ello. El reciclaje químico PA 12 está menos desarrollado y comercialmente menos maduro.
En términos de huella de carbono, la PA 12 tiene una mayor carga ambiental por kilogramo debido a la ruta de síntesis más compleja de su monómero. Sin embargo, debido a que las piezas de PA 12 pueden durar más en ambientes agresivos sin la degradación que la humedad y los productos químicos causan en la PA 6, el análisis del ciclo de vida a veces favorece a la PA 12 en aplicaciones donde elimina fallas y reemplazos prematuros.
Existen versiones de base biológica de ambos materiales. La PA 6 de base biológica (que utiliza caprolactama bioderivada de materias primas renovables como el aceite de ricino) y la PA 12 de base biológica (la laurolactama derivada del aceite de ricino ha estado disponible comercialmente durante décadas, como la produce Evonik bajo la marca Vestamid) son accesibles para los diseñadores que buscan reducir la dependencia de los combustibles fósiles.
Cómo elegir entre PA 6, PA6 GF y PA 12
La decisión entre estos materiales debe estar impulsada por una evaluación sistemática de los requisitos de la aplicación. La siguiente guía proporciona un marco de partida:
| Requisito de diseño | Material recomendado |
|---|---|
| Máxima rigidez y resistencia al menor coste | PA6 GF30 o PA6 GF50 |
| Tubería o manguera flexible en contacto con combustibles o fluido hidráulico. | PA 12 |
| Soporte estructural, carcasa o componente debajo del capó hasta 150 °C | PA6 GF30 HS o PA6 GF50 HS |
| Parte exterior expuesta a rayos UV y humedad, sin carga elevada | PA 12 (o PA6 con estabilizador UV) |
| Componente de precisión que requiere una tolerancia dimensional estricta | PA 12 o PA6 GF (anisotropía considerada) |
| Aplicación de impresión 3D SLS | PA 12 en polvo |
| Engranaje o rodamiento con requisitos de baja fricción. | PA 6 (grado lubricado o relleno de MoS₂) |
| Pieza que funciona a -30 °C o menos y requiere flexibilidad | PA 12 |
Cuando la decisión aún no está clara después de esta evaluación inicial, vale la pena solicitar muestras de prueba de materiales a los proveedores y realizar pruebas específicas de la aplicación, incluido el acondicionamiento al contenido de humedad de servicio esperado antes de medir las propiedades mecánicas. Probar PA 6 seco como moldeado contra PA 12 acondicionado distorsiona la comparación en una dirección poco realista: compare siempre los materiales en estados de acondicionamiento equivalentes y representativos de las condiciones de servicio reales.